
電気機械用部品−01
-
-
【製品概要】 寸法 60×70×250 材質 SUS304 数量 2個 受注形態 単品 備考
- 依頼内容
-
- 全体的にきれいな外観、面粗度を保って欲しい
- ソリ、ひずみなどを極力少なくして欲しい
- 問題点
-
- 角度加工を行うときにチッピングを起こす為、仕上がりが悪く刃物もすぐに破損しワークは熱を持って変形する
- 肉厚の薄い空間にシムなどを挿入すれば、下に向ける衝撃には対応できても、跳ね上がる上向きの力には対応できないので、チッピングは少なくなるが完全には無くならず仕上がり面も悪く、ソリ、ひずみがでる
- 解決策
- ある程度まで空間につめものをし、残りの隙間に油粘土をつめて、油粘土にワークと一体物にする役割と、衝撃を吸収する役割を果たさせた
- 結果
- 面相度は美しく、ソリ、ひずみは出なかった
電気機械用部品−02
-
-
【製品概要】 寸法 ø150×50 材質 S45C 数量 20個 受注形態 単品 備考
- 依頼内容
-
- 精度と面粗度を確保して欲しい
- 問題点
-
- 一見簡単そうなのだが、客先の希望を何度聞いても分かりづらく、精度の数字の理屈が合わない事も多く、エンドユーザーとのやり取りで苦労されている感じがあった
- 解決策
-
- 解決への方向性 ・・・
客先とのヒアリングによりエンドユーザーの希望されている内容を想定
その後、弊社にて製品イメージと精度を仮設定した - 加工内容 ・・・
その設定に基づいて、使用するエンドミルの形状精度を設定し、協力会社にエンドミル加工を依頼
仕上げでエンドミルの形状を、製品に写す感じで加工した
- 解決への方向性 ・・・
- 結果
-
- 無事エンドユーザーからの了承を得る事ができた
- この加工では最初の打合せ、ヒアリング、当社のコンセプトが重要となった
- 今後こういった加工が増えてくるのではないかと感じた加工となった
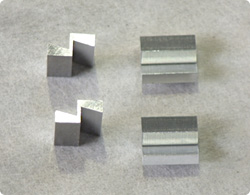
電気機械用部品−03
-
【製品概要】 寸法 12×20×20 材質 A5052 数量 80個 受注形態 単品 備考
- 依頼内容
- エンドユーザーから依頼されて断れないので加工して欲しい
- 問題点
-
- 数もあり加工も難しいのでバイス脱着で加工を効率化しないとコストが合わないと思った
- 解決策
-
- バイス口金をはずし、同等のものをS45Cで製作
- 両口金に製品形状を各々両側に写した加工を施し、バイスにてチャッキングできるようにした
- 200mmぐらいの長い製品を製作
- メタルソーにて切断、完成、さらに切断時に製品当たりと位置決めを同時にできる治具を製作し効率化した
- 結果
- 製作、コストともにクリア
